
Tom Tao, Spintec06.10.20
The invention of the microscope helped the world usher in the “micro” era. Scientists and technologists were able to study and work on micro objects and microorganisms, such as bacteria, viruses, membranes, micro-electronics and microfibers, etc. Likewise, scanning electron microscopes (SEM) help them to unveil the nano era, which is a big event in the new century.
One nanometer (nm) is one thousandth of one micron (um) or one millionth of a millimeter (mm) or one billionth of a meter (m). Just for perspective, a raindrop is about 2.5 millimeters in diameter; a single human hair is about 100 microns thick; a bacterium is about 2.5 microns long, a typical virus is about 0.3 micrometers or 300 nanometers.
The nanotechnology that works with things in submicron and nano domains, has witnessed substantial growth since late last century. Some of the now well-known applications include modern medicine and drugs, hygiene and disease control, water supply, high-tech electronics and electrics, batteries, super capacitors and fuel cells for sustainable energy uses, environmental, ultra-filtration and purification, high-performance products, etc. More uses are coming for sure.
To meet such needs, sufficient and affordable nanofibers of very small diameters ranging from 100 to 800 nm are needed. Finer fibers have better performance and applications because of their larger specific surface areas. Also, their huge number of tiny and well interconnected pores are especially valuable in applications involve filtration, electricity and chemistry.
Presently, the supply of fibers in the 500 to 800 nm range may be considered as adequate and affordable. Finer ones are seriously lacking but badly needed to meet present and coming needs.
Production Methods
Glass fibers of 300-400 nm fineness have long been used in many high-end filtration and purifications uses. Glass smelters are large and expensive operations. Glass fiber and its production are with health hazards and thus are specialized and closely regulated. Growth and investment have been mild.
The textile industry uses the bicomponent spinning technology for extra-thin fibers in which two dissimilar polymeric materials are co-spun into fibers and then one polymer is chemically dissolved to result in thin fibers of the second polymer kind (the “island-in-sea” method). An alternative is to hydraulically split one coarse fiber into several thinner ones (the “orange segment” method). Thin textile fibers are pricey but their woven products are attractive and valued. A few large Japanese textile companies claim ability for fibers of low microns.
Other attempts for very thin fibers include the fibrillation of natural fibers; production of super-thin graphene ribbons; build-up of nano carbon tubes by stacking carbon molecules; melt spinning fibers with the help of centrifugal force and splitting melt jet by aerodynamic shear force (the Nanoval process). They are still in the early stage. The further-along candidates are only the meltblown (MB) and electro-spinning (E-spin) technologies. They are discussed as the following.
Early efforts for thin MB fibers used elevated temperature in extruding and attenuating fibers. The excessive heat hurts both process and product and is costly. But that was the only way, and it had given MB a bad name as being difficult, expensive and hazardous.
Since late last century, MB producers got the “molecular chain scission” technique to maneuver the melt viscosity (MFR, melt flow rate, an inverse index to viscosity), which improved productivity, energy efficiency and product quality.
Assisted with new tool and lured by profit from advanced products, MB producers tried hard again to make their fibers as thin possible. MFR index was maxed to 1800. Spinning nozzle (a.k.a. orifice) diameter was minimized. Fiber attenuating force was maxed. Numerous firms have made their efforts on pilot or production lines. Two of them, Hills Inc. and Fabricanti (later SpinDynamics, Inc.) went as far as inventing and building their own versions of extrusion dies and die tips for such a goal.
With remarkable efforts and investment, MB industry now is capable of supplying fibers as thin as 500 nm at a reasonable price. Whether 300 nm fibers can do so for broad consumption is questionable. And the 100–300 nm fibers are out of question. Presently, the pandemic of Covid-19 virus has taken up the entire capacity and attention of MB industry to make PPE. It also serves to remind us the urgent need of more powerful (thinner) nanofibers and capacity.
Also capable of very thin fibers is the innovative electro-spinning technology (E-spin). It employs an innovative concept that uses a high-voltage electric field through which tiny charged droplets of polymer solution accelerate toward a hard surface that carries the opposite charge. The droplets elongate while the solvent evaporates between the nozzle and the charged surface, such that solid fibers are formed when the polymer droplets land on the charged surface.
The method works, but E-spin’s complete setup and operation require high cost and more specialized labor, due to its many peripheral needs such as nozzle prep, high-voltage (8-10 thousand volts) facility and use, solution prep and clean-up, the capture and recycling of spent solvent vapor which is more than 90% of the solutions weight, expensive chemicals, their handling and storage, necessary intermittency and interruptions, regulation and ordinance compliance, and training and safety provisions for employees, etc.
This relatively young technology is patented and expensive to license and operate. The production rate is still very low. In a 2017 demonstration, a 60-centimeter wide pilot apparatus was able to achieve only 1.5 kg/hour of an unspecified average fiber diameter. In a separate test this technology had demonstrated fibers of 100 nm, but the rate and cost are unknown.
An idea has been raised that let the solvent/solution system be replaced by the more productive melt extrusion device since melt can also be E-spun into fibers. However, the trade-off in equipment and labor is not that simple. Other ideas tried include using a device having a ball-surface shape to generate more jets, etc.
A takeaway from this overview is that E-spin is not ready yet to supply nanofibers in quantity. But it certainly has helped worldwide researchers in their works on nanoscience and product possibilities.
Bridge Too Far?
But how can we have nanofibers of quality and quantity now to give us their high virtues and power? This question lives with nonwovens developers and us for a long time especially when needs are growing and hopes fleeting.
Despite of the disappointments of many prior efforts including our own, we looked to meltblown technology again long and deep. We have always admired its elegant simplicity and adaptability, and have seen it did good jobs with wide range of parameters. We also noticed that its work range is limited by capabilities of its key components. If we could do something about that, maybe MB can perform more this time, so we hoped.
From a survey of efforts done by various MB pioneers and experts we got important encouragement and data. Such good information is so rare may be due to the high thresholds of expense, skill and trade secret consideration. They were conducted by researchers of widely different time, place and equipment used, but when grouped still clearly proved a linear relationship between the sizes of nozzle and fibers resulted, and also defined the line’s position.
In a MB process the obvious failure mode is the jet breakup just when leaving their nozzles. Even only a few of them can badly hurt the process and product. MB operators call the tiny flying beads as the “shots,” the tiny fiber pieces the “flies.” As undesirable as they are, the “flies” hinted us that extra thin nanofibers are possible by MB process if we know how to do things right.
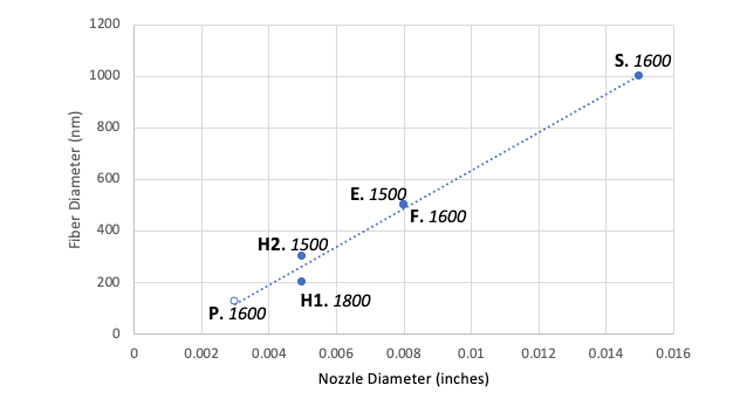
In those archives melt temperature and pressure were not the studied variables. They were the MFR of the polymer material, a reverse index to melt viscosity, and the nozzle diameter. Table 1 and figure 1 below display their resulted average fiber diameter at the inception of jet breakup in each experiment.
Data points H1 and H2 in the above plot represent the finest nanofibers ever produced by the MB process. But they were achieved with the use of novel hardware that is overly complex, laborious and expensive. The curve clearly suggests the feasibility of fibers of 100 nm by using nozzles of 0.003-in diameter. But world’s nozzle companies can only promise 0.008-in versions at very high prices and long delivery. We recall that their best was 0.010-in two decades ago.
Polypropylene of 1600 MFR appears adequate for nanofiber processing. Lower MFR tends to delay the jet breakup but causes the resulted fibers to be fatter (north of the curve in fig.1). Higher MFR can do the opposite (south of the curve). From their and our experiences 1800 MFR seems to be the top margin beyond which jet breakup becomes too likely and fiber quality suffers.
But small nozzles lead to low production rate and thus unaffordable fiber cost. Higher extrusion pressure and wider extrusion die can help. But unfortunately, neither current coat-hanger die nor the die tip can support such measures.
For to avoid uncertainty and delays, our solutions shun practices and techniques that are not already proven in present MB operations. The solutions not only boost the conventional MB business but also give us bridge to the promised land of nanofibers. They are briefly described as the following while complete details are in the patents. The front pages of them are shown in the appendix. These IPs are now open for licensing.
US Patent No. 9,382,644 B1 describes a new meltblown die tip that includes mating halves on which a polymer flow system is engraved. The flow system includes linear melt troughs, which are fluidly connected by channels. Spinning orifices are engraved downstream of the last melt trough, which can cover a broad range of diameter from 0.001-in and up. The said mating halves are combined with fasteners. Optionally, this die tip can process two dissimilar polymers simultaneously to spin bicomponent nonwovens. This die tip is capable to work under pressure of thousands of psi and is easy to clean and maintain.
US Patent No. 10,030,321 B1 describes an advanced and simplified extrusion die. Engraved on its mating halve(s) is a reservoir-and-channel system. It includes a series of reservoirs and the connecting channels of equal length and equal cross-sectional area. The final stage of melt channels deposits the polymer melt into an extrusion trough that directs the polymer melt into the die tip downstream. The die halves are secured by fasteners. Some of the melt channels include a curved portion to direct flow around fasteners. This extrusion die delivers excellent uniformity under high pressure of many thousands’ psi, and is easy to build and use.
US Patent No. 9,260,799 B1 teaches an improved primary air supply system for a meltblown apparatus, in which the primary air is supplied by a series of air tubes spaced uniformly apart along the extrusion die body width direction. The air tubes deliver compressed and heated air to the air plates through the die tip assembly body. This new primary air supply system cuts MB energy use by 50% and helps avoid “shots” and “flies.”
Hifyber
Hifyber is a group company of Abalioglu Holding and specialized in the manufacturing of electrospun nanofiber filtration materials. Although its founders officially started Hifyber six years ago, its engineers have more than 15 years of experience and technical training in producing nanofibers for high efficiency and durable filtration applications. What distinguishes Hifyber from other manufacturers is that it produces what we know to be “market leading durable nanofibers” that extends the lifetime of the filter translating to media having significantly lower pressure drop which results in less overall energy consumption.
“Hifyber has a unique entrepreneurial approach to in-house capabilities of producing a wide range of custom-made filtration media,” says Frank Baker, North American account manager.
At its manufacturing facility in Denizli, Turkey, Hifyber can slit master rolls, laminate to produce multilayer materials, corrugate to extend the surface area of the material and coat with nanofibers all with a dedicated goal of delivering consistency throughout a product portfolio that is word class. “We can also perform most of the filtration tests requested and required at our in-house laboratory. We provide these advantages with cost-effective pricing and shorter lead times creating a value proposition,” Baker adds.
Hifyber’s primary nanofiber filtration media is designed for high efficiency air applications (gas turbine, industrial dust collection, HVAC, and HEPA). Hifyber offers nanofiber media in a wide range of grades: F7-F9 (MERV 13-16) / E10-H13 plus N95 facemask media and is currently selling product to 30 countries globally. Warehousing in South Carolina allows Hifyber to respond to U.S. companies with short lead times. To meet increased customer demands Hifyber will be adding investment that will double its capacity this month.
Hifyber has a unique entrepreneurial approach to in-house capabilities of producing and testing a wide range of custom-made filtration media. Since the Covid-19 outbreak began, the team has focused on supporting the healthcare industry and developed the revolutionary Hifyber facemask media, HF-SPS50-FFP2 and HFSPS50-FFP3, to respond to the ever-increasing emergency. Hifyber facemask media is simply comprising of three layers which has an ultra fine nanofiber filtration between two spunbond layers. Due to submicron fiber size of nanofiber layer, the media is delivering much better breathability and consistent performance compared to conventional solutions. As it’s very well known, in conventional electrostatic filter masks’ filtration efficiencies dissipates quickly after it becomes discharged, whereas nanofibers rely only on mechanical filtration created with extremely wide surface area.
Big Nano Corp.
A proprietary meltblowing process allows industry newcomer Big Nano Corp. to operate at higher production speeds using large nozzles. This allows the company to make fabrics at competitive prices. The process was developed by researchers at the University of Waterloo in Canada and began production on a pilot scale in March.
“The key different is that in conventional meltblown the work is extracted after the nozzle exit where with our process, it is extracted before so it offer higher energy and finer throughput,” says spokesman Yoonjun Park. “We also use larger nozzles than conventional meltblown to exert more energy, achieve a higher output and use finer fibers.
Big Nano Corp. just opened its pilot plant in March and is in the process of getting equipment in house. Right now, the key application area is on facial masks which are in high demand due to the Coronavirus pandemic but filtration media was the initial focus. “Right now all meltblown demand is going toward face masks,” Park says.
“But, conventional markets that could benefit include industrial filtration where it would target commercial and industrial filters or electrostatically charged media for HVACs and gas filters.”
While the meltblown fibers used in the Big Nano process are a little bigger than those used in electrospinning at about 400-600, they still exist in the nano scale. “The definition of nano has changed a bit compared to conventional meltblown technology and we offer a higher throughput and a simpler operation that costs less,” Park explains.
NXT Nano
Five-year-old NXT Nano makes air filtration media for dust collection, power generation, automotives, microfiltration using microporous membranes based on breathable nanofiber technology. The manufacturing process includes the development of a two-meter membrane that is then enhanced with a nanofiber for filtration efficacy.
Currently the only company in North America using nanofiber technology in a membrane technology that is commercially viable for filtration applications, NXT Nano is also targeting outdoor apparel like Goretex jackets and military clothing with the technology.
“Our biggest challenge has been to get the technology adopted into markets that can benefit from it,” says executive vice president Alan Smithies, adding that other key markets include cabin air filter systems in automotives, engine intake filters and HVAC systems.
NXT Nano’s current capacity based on a MERV 15 basis is about 60 billion square meters per year. The line was started to make heavy membranes but the company started breaking them apart to increase flexibility.
One nanometer (nm) is one thousandth of one micron (um) or one millionth of a millimeter (mm) or one billionth of a meter (m). Just for perspective, a raindrop is about 2.5 millimeters in diameter; a single human hair is about 100 microns thick; a bacterium is about 2.5 microns long, a typical virus is about 0.3 micrometers or 300 nanometers.
The nanotechnology that works with things in submicron and nano domains, has witnessed substantial growth since late last century. Some of the now well-known applications include modern medicine and drugs, hygiene and disease control, water supply, high-tech electronics and electrics, batteries, super capacitors and fuel cells for sustainable energy uses, environmental, ultra-filtration and purification, high-performance products, etc. More uses are coming for sure.
To meet such needs, sufficient and affordable nanofibers of very small diameters ranging from 100 to 800 nm are needed. Finer fibers have better performance and applications because of their larger specific surface areas. Also, their huge number of tiny and well interconnected pores are especially valuable in applications involve filtration, electricity and chemistry.
Presently, the supply of fibers in the 500 to 800 nm range may be considered as adequate and affordable. Finer ones are seriously lacking but badly needed to meet present and coming needs.
Production Methods
Glass fibers of 300-400 nm fineness have long been used in many high-end filtration and purifications uses. Glass smelters are large and expensive operations. Glass fiber and its production are with health hazards and thus are specialized and closely regulated. Growth and investment have been mild.
The textile industry uses the bicomponent spinning technology for extra-thin fibers in which two dissimilar polymeric materials are co-spun into fibers and then one polymer is chemically dissolved to result in thin fibers of the second polymer kind (the “island-in-sea” method). An alternative is to hydraulically split one coarse fiber into several thinner ones (the “orange segment” method). Thin textile fibers are pricey but their woven products are attractive and valued. A few large Japanese textile companies claim ability for fibers of low microns.
Other attempts for very thin fibers include the fibrillation of natural fibers; production of super-thin graphene ribbons; build-up of nano carbon tubes by stacking carbon molecules; melt spinning fibers with the help of centrifugal force and splitting melt jet by aerodynamic shear force (the Nanoval process). They are still in the early stage. The further-along candidates are only the meltblown (MB) and electro-spinning (E-spin) technologies. They are discussed as the following.
Early efforts for thin MB fibers used elevated temperature in extruding and attenuating fibers. The excessive heat hurts both process and product and is costly. But that was the only way, and it had given MB a bad name as being difficult, expensive and hazardous.
Since late last century, MB producers got the “molecular chain scission” technique to maneuver the melt viscosity (MFR, melt flow rate, an inverse index to viscosity), which improved productivity, energy efficiency and product quality.
Assisted with new tool and lured by profit from advanced products, MB producers tried hard again to make their fibers as thin possible. MFR index was maxed to 1800. Spinning nozzle (a.k.a. orifice) diameter was minimized. Fiber attenuating force was maxed. Numerous firms have made their efforts on pilot or production lines. Two of them, Hills Inc. and Fabricanti (later SpinDynamics, Inc.) went as far as inventing and building their own versions of extrusion dies and die tips for such a goal.
With remarkable efforts and investment, MB industry now is capable of supplying fibers as thin as 500 nm at a reasonable price. Whether 300 nm fibers can do so for broad consumption is questionable. And the 100–300 nm fibers are out of question. Presently, the pandemic of Covid-19 virus has taken up the entire capacity and attention of MB industry to make PPE. It also serves to remind us the urgent need of more powerful (thinner) nanofibers and capacity.
Also capable of very thin fibers is the innovative electro-spinning technology (E-spin). It employs an innovative concept that uses a high-voltage electric field through which tiny charged droplets of polymer solution accelerate toward a hard surface that carries the opposite charge. The droplets elongate while the solvent evaporates between the nozzle and the charged surface, such that solid fibers are formed when the polymer droplets land on the charged surface.
The method works, but E-spin’s complete setup and operation require high cost and more specialized labor, due to its many peripheral needs such as nozzle prep, high-voltage (8-10 thousand volts) facility and use, solution prep and clean-up, the capture and recycling of spent solvent vapor which is more than 90% of the solutions weight, expensive chemicals, their handling and storage, necessary intermittency and interruptions, regulation and ordinance compliance, and training and safety provisions for employees, etc.
This relatively young technology is patented and expensive to license and operate. The production rate is still very low. In a 2017 demonstration, a 60-centimeter wide pilot apparatus was able to achieve only 1.5 kg/hour of an unspecified average fiber diameter. In a separate test this technology had demonstrated fibers of 100 nm, but the rate and cost are unknown.
An idea has been raised that let the solvent/solution system be replaced by the more productive melt extrusion device since melt can also be E-spun into fibers. However, the trade-off in equipment and labor is not that simple. Other ideas tried include using a device having a ball-surface shape to generate more jets, etc.
A takeaway from this overview is that E-spin is not ready yet to supply nanofibers in quantity. But it certainly has helped worldwide researchers in their works on nanoscience and product possibilities.
Bridge Too Far?
But how can we have nanofibers of quality and quantity now to give us their high virtues and power? This question lives with nonwovens developers and us for a long time especially when needs are growing and hopes fleeting.
Despite of the disappointments of many prior efforts including our own, we looked to meltblown technology again long and deep. We have always admired its elegant simplicity and adaptability, and have seen it did good jobs with wide range of parameters. We also noticed that its work range is limited by capabilities of its key components. If we could do something about that, maybe MB can perform more this time, so we hoped.
From a survey of efforts done by various MB pioneers and experts we got important encouragement and data. Such good information is so rare may be due to the high thresholds of expense, skill and trade secret consideration. They were conducted by researchers of widely different time, place and equipment used, but when grouped still clearly proved a linear relationship between the sizes of nozzle and fibers resulted, and also defined the line’s position.
In a MB process the obvious failure mode is the jet breakup just when leaving their nozzles. Even only a few of them can badly hurt the process and product. MB operators call the tiny flying beads as the “shots,” the tiny fiber pieces the “flies.” As undesirable as they are, the “flies” hinted us that extra thin nanofibers are possible by MB process if we know how to do things right.
In those archives melt temperature and pressure were not the studied variables. They were the MFR of the polymer material, a reverse index to melt viscosity, and the nozzle diameter. Table 1 and figure 1 below display their resulted average fiber diameter at the inception of jet breakup in each experiment.
Data points H1 and H2 in the above plot represent the finest nanofibers ever produced by the MB process. But they were achieved with the use of novel hardware that is overly complex, laborious and expensive. The curve clearly suggests the feasibility of fibers of 100 nm by using nozzles of 0.003-in diameter. But world’s nozzle companies can only promise 0.008-in versions at very high prices and long delivery. We recall that their best was 0.010-in two decades ago.
Polypropylene of 1600 MFR appears adequate for nanofiber processing. Lower MFR tends to delay the jet breakup but causes the resulted fibers to be fatter (north of the curve in fig.1). Higher MFR can do the opposite (south of the curve). From their and our experiences 1800 MFR seems to be the top margin beyond which jet breakup becomes too likely and fiber quality suffers.
But small nozzles lead to low production rate and thus unaffordable fiber cost. Higher extrusion pressure and wider extrusion die can help. But unfortunately, neither current coat-hanger die nor the die tip can support such measures.
For to avoid uncertainty and delays, our solutions shun practices and techniques that are not already proven in present MB operations. The solutions not only boost the conventional MB business but also give us bridge to the promised land of nanofibers. They are briefly described as the following while complete details are in the patents. The front pages of them are shown in the appendix. These IPs are now open for licensing.
US Patent No. 9,382,644 B1 describes a new meltblown die tip that includes mating halves on which a polymer flow system is engraved. The flow system includes linear melt troughs, which are fluidly connected by channels. Spinning orifices are engraved downstream of the last melt trough, which can cover a broad range of diameter from 0.001-in and up. The said mating halves are combined with fasteners. Optionally, this die tip can process two dissimilar polymers simultaneously to spin bicomponent nonwovens. This die tip is capable to work under pressure of thousands of psi and is easy to clean and maintain.
US Patent No. 10,030,321 B1 describes an advanced and simplified extrusion die. Engraved on its mating halve(s) is a reservoir-and-channel system. It includes a series of reservoirs and the connecting channels of equal length and equal cross-sectional area. The final stage of melt channels deposits the polymer melt into an extrusion trough that directs the polymer melt into the die tip downstream. The die halves are secured by fasteners. Some of the melt channels include a curved portion to direct flow around fasteners. This extrusion die delivers excellent uniformity under high pressure of many thousands’ psi, and is easy to build and use.
US Patent No. 9,260,799 B1 teaches an improved primary air supply system for a meltblown apparatus, in which the primary air is supplied by a series of air tubes spaced uniformly apart along the extrusion die body width direction. The air tubes deliver compressed and heated air to the air plates through the die tip assembly body. This new primary air supply system cuts MB energy use by 50% and helps avoid “shots” and “flies.”
Hifyber
Hifyber is a group company of Abalioglu Holding and specialized in the manufacturing of electrospun nanofiber filtration materials. Although its founders officially started Hifyber six years ago, its engineers have more than 15 years of experience and technical training in producing nanofibers for high efficiency and durable filtration applications. What distinguishes Hifyber from other manufacturers is that it produces what we know to be “market leading durable nanofibers” that extends the lifetime of the filter translating to media having significantly lower pressure drop which results in less overall energy consumption.
“Hifyber has a unique entrepreneurial approach to in-house capabilities of producing a wide range of custom-made filtration media,” says Frank Baker, North American account manager.
At its manufacturing facility in Denizli, Turkey, Hifyber can slit master rolls, laminate to produce multilayer materials, corrugate to extend the surface area of the material and coat with nanofibers all with a dedicated goal of delivering consistency throughout a product portfolio that is word class. “We can also perform most of the filtration tests requested and required at our in-house laboratory. We provide these advantages with cost-effective pricing and shorter lead times creating a value proposition,” Baker adds.
Hifyber’s primary nanofiber filtration media is designed for high efficiency air applications (gas turbine, industrial dust collection, HVAC, and HEPA). Hifyber offers nanofiber media in a wide range of grades: F7-F9 (MERV 13-16) / E10-H13 plus N95 facemask media and is currently selling product to 30 countries globally. Warehousing in South Carolina allows Hifyber to respond to U.S. companies with short lead times. To meet increased customer demands Hifyber will be adding investment that will double its capacity this month.
Hifyber has a unique entrepreneurial approach to in-house capabilities of producing and testing a wide range of custom-made filtration media. Since the Covid-19 outbreak began, the team has focused on supporting the healthcare industry and developed the revolutionary Hifyber facemask media, HF-SPS50-FFP2 and HFSPS50-FFP3, to respond to the ever-increasing emergency. Hifyber facemask media is simply comprising of three layers which has an ultra fine nanofiber filtration between two spunbond layers. Due to submicron fiber size of nanofiber layer, the media is delivering much better breathability and consistent performance compared to conventional solutions. As it’s very well known, in conventional electrostatic filter masks’ filtration efficiencies dissipates quickly after it becomes discharged, whereas nanofibers rely only on mechanical filtration created with extremely wide surface area.
Big Nano Corp.
A proprietary meltblowing process allows industry newcomer Big Nano Corp. to operate at higher production speeds using large nozzles. This allows the company to make fabrics at competitive prices. The process was developed by researchers at the University of Waterloo in Canada and began production on a pilot scale in March.
“The key different is that in conventional meltblown the work is extracted after the nozzle exit where with our process, it is extracted before so it offer higher energy and finer throughput,” says spokesman Yoonjun Park. “We also use larger nozzles than conventional meltblown to exert more energy, achieve a higher output and use finer fibers.
Big Nano Corp. just opened its pilot plant in March and is in the process of getting equipment in house. Right now, the key application area is on facial masks which are in high demand due to the Coronavirus pandemic but filtration media was the initial focus. “Right now all meltblown demand is going toward face masks,” Park says.
“But, conventional markets that could benefit include industrial filtration where it would target commercial and industrial filters or electrostatically charged media for HVACs and gas filters.”
While the meltblown fibers used in the Big Nano process are a little bigger than those used in electrospinning at about 400-600, they still exist in the nano scale. “The definition of nano has changed a bit compared to conventional meltblown technology and we offer a higher throughput and a simpler operation that costs less,” Park explains.
NXT Nano
Five-year-old NXT Nano makes air filtration media for dust collection, power generation, automotives, microfiltration using microporous membranes based on breathable nanofiber technology. The manufacturing process includes the development of a two-meter membrane that is then enhanced with a nanofiber for filtration efficacy.
Currently the only company in North America using nanofiber technology in a membrane technology that is commercially viable for filtration applications, NXT Nano is also targeting outdoor apparel like Goretex jackets and military clothing with the technology.
“Our biggest challenge has been to get the technology adopted into markets that can benefit from it,” says executive vice president Alan Smithies, adding that other key markets include cabin air filter systems in automotives, engine intake filters and HVAC systems.
NXT Nano’s current capacity based on a MERV 15 basis is about 60 billion square meters per year. The line was started to make heavy membranes but the company started breaking them apart to increase flexibility.
